We are driven by a belief that everyone deserves access to safe, high-quality health products.
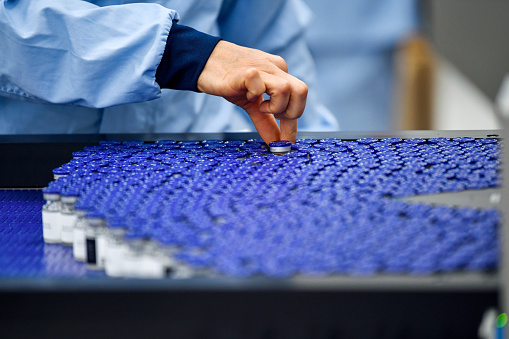
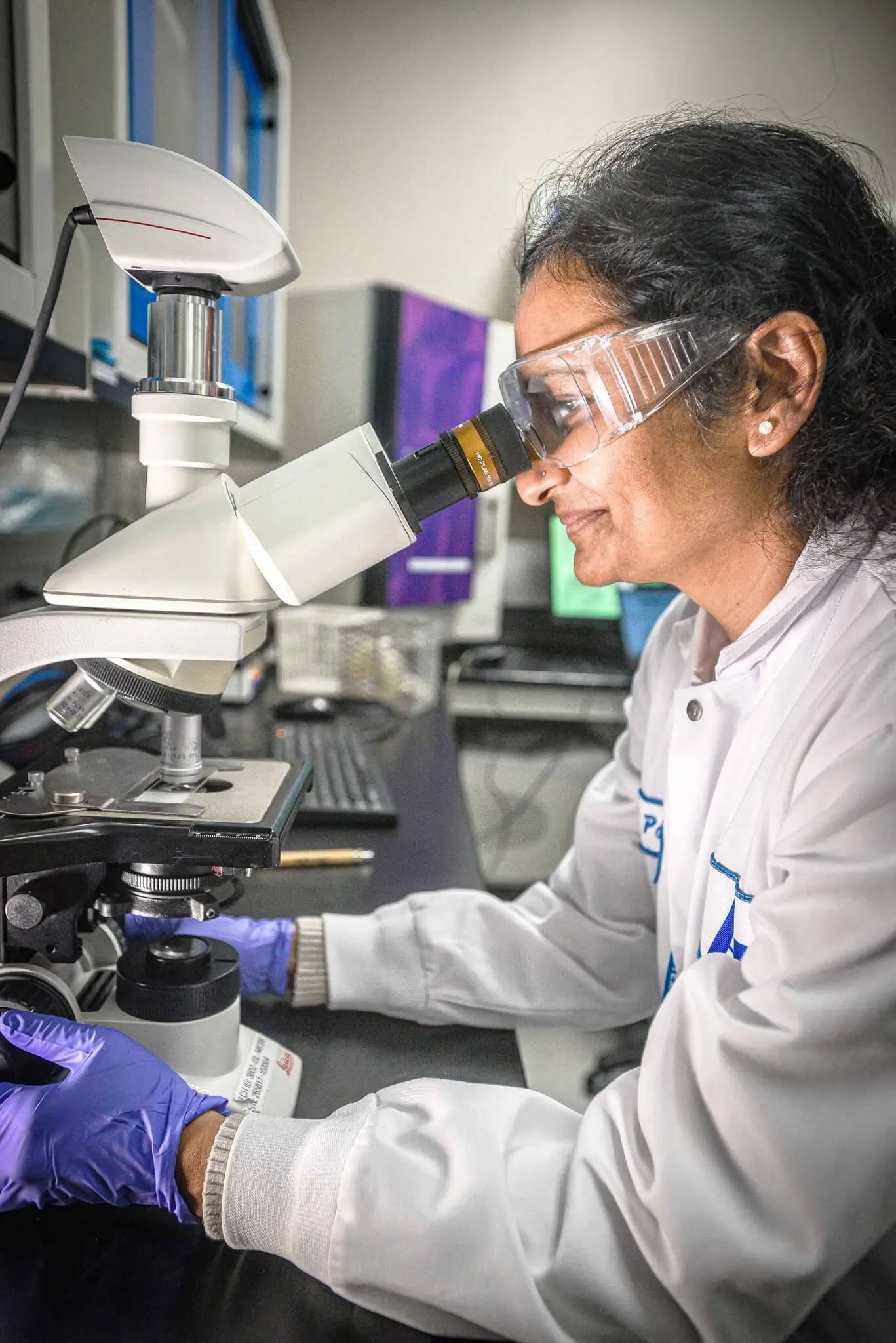
As a global manufacturer, our colleagues strive for excellence, scalability and efficiency across our world-class manufacturing sites. With the capacity to produce approximately 25 billion finished doses annually, we adhere to the highest level of standards. Our global footprint also includes three active pharmaceutical ingredients (API) manufacturing sites.